概要
パンチングチューブに加工する場合大きいパンチング板から材料を切り出すが、図面から展開寸法を迅速に計算しなくてはならない。以下の基本事項をポイントとして抑えること。
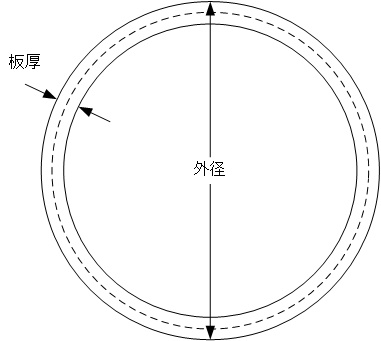
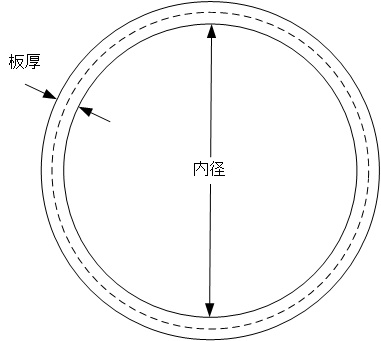
●パイプ径の展開寸法は、板厚の中心線上で計算する。
●円周の計算であるから、直径×円周率(3.1416)で求める。
●パンチングチューブは丸み修正加工の時、直径が0.1~0.3程度小さくなり、一方長さはその分だけ長くなる。これを考慮した展開計算を行う。
●「外径基準」と「内径基準」の場合で、展開寸法の計算が異なる。
径の展開計算
(1)外径基準(OD)の場合
【公式】
径の展開寸法 = ([外径]-[板厚])×円周率
(50-1.5)*3.1416 = 152.367
= 152.4mm (小数点は第2位で四捨五入)
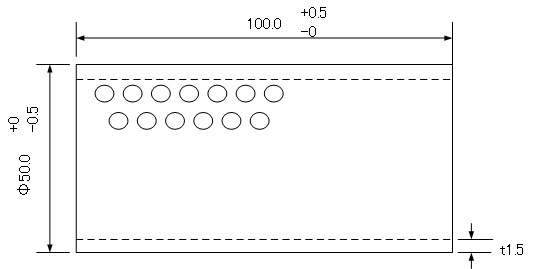
パイプ径が外径で指示され、公差が(+0、-0.5)のような場合は、外径基準となる。つまり、このチューブが他の部品の内側に挿入される使い方であり、「少しでも大きい場合はNG」ということになる。
パイプ径は、丸み修正のとき、直径が0.1~0.3程度小さくなるが、大きくなることはないので、径の展開寸法は、Φ50mmの通常の展開計算どおりで、公差内に収まる。
(2))内径基準(ID)の場合
【公式】
径の展開寸法 = ([内径]+[板厚]+[プラス公差]/2)×円周率
(50+1.5+0.5÷2)*3.1416 = 162.578
= 162.6mm (小数点は第2位で四捨五入)
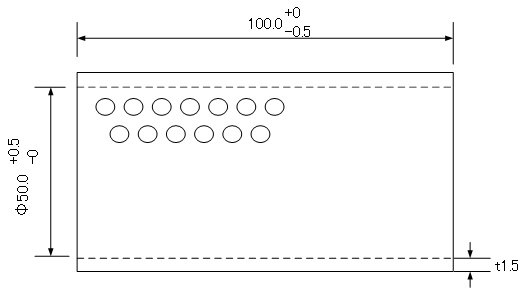
パイプ径が内径で示され、公差が(+0.5、-0)のような場合は、内径基準となる。つまり、このチューブの内側に他の部品が挿入される使い方であり、「少しでも小さい場合は、入らないからNG」ということになる。
パイプ径は、丸み修正のとき、直径が0.1~0.3程度小さくなることを計算に入れる。しがたって、0~プラスリミットの中間を狙って展開計算する。
長さの展開計算
(1) 長さ公差が(+0)の場合
長さ方向には、丸み修正加工を行うと伸びる。
逆に短くなることはないので、+0の場合は、マイナスリミットで切断すること。
切断長さ寸法 = 100-0.5 = 99.5mm
- ※ただし、どれくらい伸びるかについては、径・板厚・長さ・穴形状で異なり、これまでは経験からくる「勘」で必ずしもマイナスリミットではなく、微調整している。今後、データをとり、加工による伸びを「係数化」し、展開計算をより標準化していく。
(2) 長さ公差が(-0)の場合
公差が-0で、長さが短くできてしまうとNG。よって、寸法通りの100mmで切断する。丸め修正加工で若干の伸びがあっても+0.5の公差内に収まる。
切断長さ寸法 = 100mm